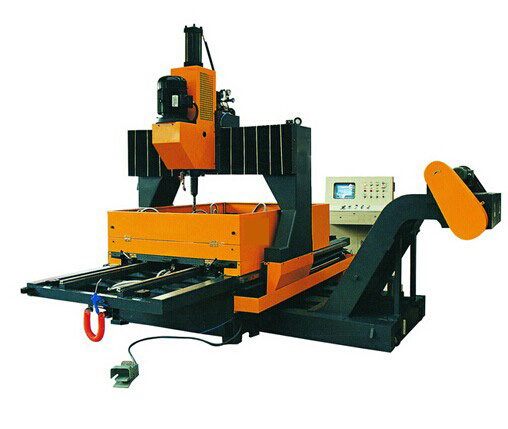
特点和用途
一、工件上的所有孔的加工,都是自动完成的,操作者只要把工件尺寸输入计算机,以后可以反复调用,只需自己编织复杂的加工程序可将CAD图形文件传人上位计算机,实现CAD/CAM直接转换,自动生成加工程序
二、 工件用液压夹钳卡紧在工作台上,借助夹钳上的定位面,使工件和机器数控坐标原点联系起来高校的自控行程动力头,可使钻头快速接近工件、当碰到工件后,立即自动转换到调定的进给速度钻孔 钻透后,钻头快速自动返回 当一个工件上有几种孔径时,可利用快换钻卡,更换钻头
三、 钻孔时产生的大量切削,经工作台和机身上的斜面,落到排屑的链条上 双排链条的排屑器把切削提升,并落在排屑斗上,该斗有轮,且可倾翻,方便了铁屑的排除冷却液流到排屑器下部的冷却液箱中,再由冷却液泵输送到喷嘴处,循环使用
四、 液压动力站的作用:
A 完成工件夹钳的夹紧和放开动作 在钻削过程中维持足够的夹紧力
B 驱动钻床主轴的进给运动 实现快速接近工作、慢速工作进给、快速回程
C 龙门移动后的紧缩定位,提高钻孔的位置精度和尺寸精度
五、 机器上有两个可交换式工作台 当一个工作台上的工件正在钻孔时,另一个工作台可以移开,卸下成品工件,装装上新毛坯使钻孔和装卸工件同时进行 工作台上有许多窄条形和尖顶形的支撑件,用于支撑工件,可以任意布置,以躲开钻孔位置
六、 采用的专利技术,自控行程钻削动力头的原理,使用前无需设置任何参数,自动进行快递进给-慢速工件进给-快速返回的转换,这种转换通过机、电、液三者联合作用实现,无空程消耗,方便操作,提高功效
七、传统的钻削动力头原理:每次使用前必须测量和设置钻头有效长度和被钻工件厚度,若设置不当〔△h过小或过大〕,则会出现损坏钻头,钻不透或空程消耗过长而降低效率等现象,使用也很不方便
技术参数
|
机器型号
|
PMZ16
|
PMZ16A
|
PMZ30
|
PMZ30A
|
|
最大工件尺寸(mm)
|
一件
|
1650*1000
|
3000*1600
|
|
两件
|
1000*825
|
1600*1500
|
|
四件
|
825*500
|
1500*800
|
|
最大工件厚度(mm)
|
80
|
|
最大钻孔直径(mm)
|
Φ50
|
|
钻削主轴
|
转速(rpm)
|
120-560(无极调速)
|
|
最大进给行程(mm)
|
180
|
240
|
180
|
240
|
|
进给速度(mm/min)
|
20-200(无极调速)
|
|
电机功率(kw)
|
5.5
|
|
液压夹紧
|
夹紧工件厚度(mm)
|
15-80
|
|
夹钳数量
|
12
|
|
夹紧力
|
7.5
|
|
快换卡头莫氏锥孔
|
4# 3#
|
|
电机功率
|
伺服电机
|
X轴
|
1.3
|
1.3
|
1.5
|
1.5
|
|
Y轴
|
0.85
|
0.85
|
1.0
|
1.0
|
|
Z轴
|
-
|
0.85
|
-
|
1.0
|
|
液压系统电机
|
2.5
|
|
排屑器驱动电机
|
2*0.37
|
|
冷却电机
|
0.25
|
|
机器净重(kg)
|
4000
|
8500
|
|
外形尺寸(长*宽*高)(mm)
|
5810*3660*2790
|
7490*4460*2790
|
|







